铝合金锯片是铝加工行业的消耗品,是每隔一段时间就需要保养修磨或者更换的,那我们该如何去进行更换调试。
首先需要先清理压盘的后面,防止锯切和切削油的混合物凝固粘堵在后面。这样可以避免其因摩擦生热而导致锯片也发热,影响它的应力,导致锯片发飘不能正常使用。
然后要清理压盘的表面和外压盘的表面,上面不能有铝屑和任何杂物。如果上面有铝屑或是杂物,装上锯片后会影响切铝锯片切割 时的平面度,从而产生毛刺锯痕,降低工件质量。
要在最后新的切铝锯片或者修磨片安装上后,对其外围用百分表检测一下。一般情况下,在主轴和压盘正常的情况下,新片跳动是0.06,修磨片则是0.06~0.1之间。当然,主轴和压盘也要定期检测,确保设备的正常使用。
如何更换铝合金锯片:
⒈在切铝机设备状态良好的情况下,检查主轴是否变形,有无径跳,安装是否固定牢固,无振动等。
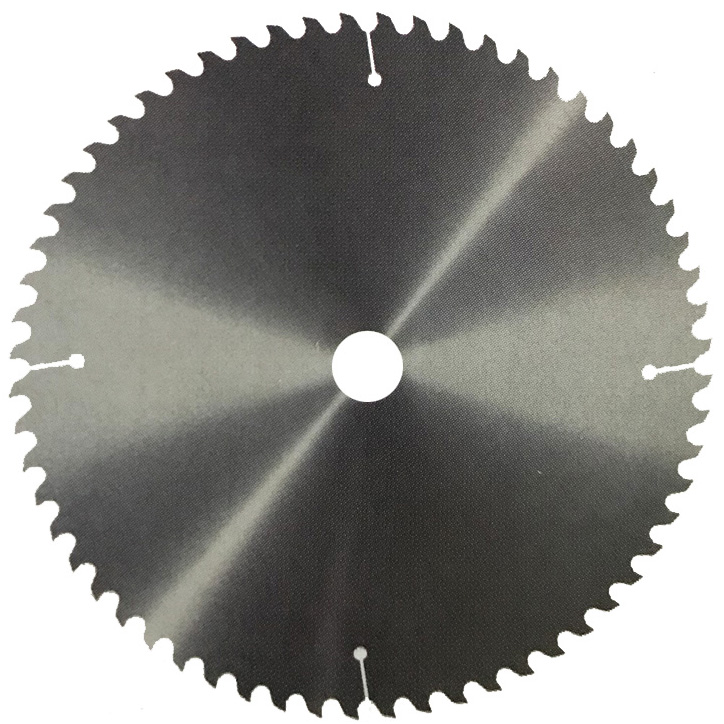
⒉检查锯片有没有损坏,齿型是否完整,锯板是否平整光洁,以及有无其他异常现象,以确保使用安全。
3、更换时,确定锯片箭头方向与设备主轴旋转方向一致。
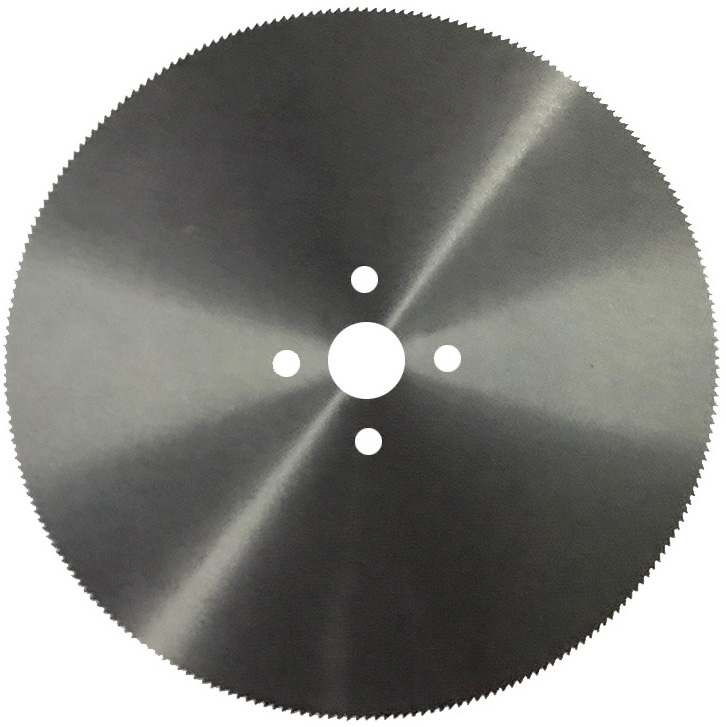
⒋锯片安装时要保持轴心,卡盘和法兰盘的清洁,法兰盘内径与锯片内径一致,确保法兰盘与锯片紧密结合,装好定位销,拧紧螺母。法兰盘的大小要适当,外径应不小于锯片直径的1/3。
⒌设备开动前,确保安全的情况下,有单人操作设备,点动空转,检查设备转向是否正确,有无振动、锯片装好后先空转几分钟,无打滑、摆动或跳动后正常工作。